
Даже если вы хорошо ориентируетесь в настройках слайсера и используете только качественные материалы, обычная спешка и привычки из разряда “авось пронесёт” приводят к ошибкам, которые день за днём разрушают ваш 3D-принтер изнутри.
Если не обращать на эти мелочи внимания, однажды вы можете столкнуться с серьёзной поломкой и дорогостоящим ремонтом.
- Металлический шпатель на рабочем столе — прямая дорога к царапинам
- Можно — но не стоит: забудьте о “железках” для снятия моделей
- Выравнивание «на холодную» — невидимый враг вашего принтера
- Платформа расширяется при нагреве — не забывайте об этом!
- Неправильные настройки отката — главный источник засоров и поломок
- Вашему 3D-принтеру нужен максимальный контроль
- Перетянутые ремни: “погоня за точностью” убивает детали
- Слишком — значит плохо: мера важнее амбиций
- Получайте наши советы по уходу за 3D-принтером — подпишитесь на рассылку!
- Чистите сопло при включённом питании? Рискуете остаться без принтера!
- Отключить питание — проще, чем чинить “сгоревшую” плату
- Не станьте врагом своему 3D-принтеру!
Металлический шпатель на рабочем столе — прямая дорога к царапинам
Можно — но не стоит: забудьте о “железках” для снятия моделей
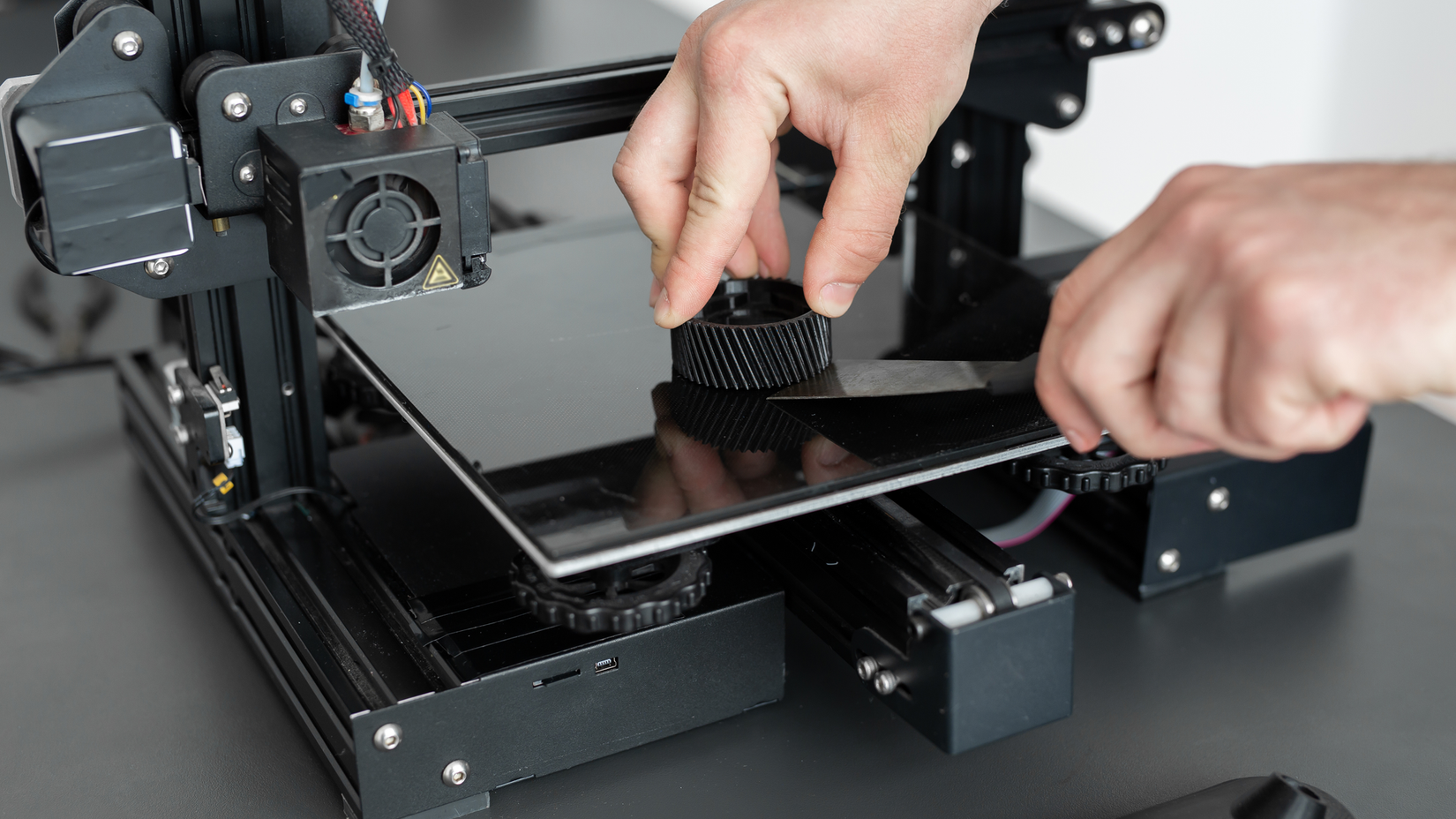
Очень часто хочется поскорее снять свежую модель с платформы и рука сама тянется за острым металлическим шпателем. Но пытаться сковырнуть пластик с помощью “железа” по стеклу или PEI ― это верный способ угробить стол. Современные поверхности специально сделаны так, чтобы пластик сцеплялся намертво на время печати — и с этим нужно считаться.
Если грубо действовать металлическим инструментом, можно оставить на столе глубокие царапины, содрать верхний слой покрытия. Потом из-за этих повреждений начнутся проблемы с адгезией, а модель может всё время отрываться или печататься криво.
Ровная и чистая платформа — залог идеального первого слоя. Любая царапина или скол сразу портит всё качество. Вместо металлических инструментов возьмите пластиковый шпатель — и поверхность останется невредимой.
Идеальный вариант — немного подождать, пока платформа полностью остынет: большинство моделей тогда просто “отпадают сами”, и отскребать их не придётся вовсе.
Выравнивание «на холодную» — невидимый враг вашего принтера
Платформа расширяется при нагреве — не забывайте об этом!

Для стабильной печати принципиально важно правильно выставить высоту стола относительно сопла. Но здесь многие забывают об “обманчивой физике”: при нагреве металл заметно расширяется. Сопло принтера греется до 200°C, а стол — до 60–110°C, а иногда и горячее: всё это влияет на геометрию.
Когда алюминий, медь или латунь разогреваются, они чуть увеличиваются в размерах. Если вы настраиваете зазор по Z на холодной платформе, после прогрева всё уже “уедет” — расчётного расстояния между столом и соплом не будет.
В результате — сопло может вплотную воткнуться в поверхность, наделать борозд или даже закупорить выход для пластика. А это гарантированный брак и испорченная первая попытка печати.
Неправильные настройки отката — главный источник засоров и поломок
Вашему 3D-принтеру нужен максимальный контроль
Самая частая проблема — игнорирование теплового режима экструдера, в первую очередь неправильная настройка отката. Откат (retraction) — это момент, когда при движении головы филамент слегка “забирается назад”, чтобы пластик не тёк лишний раз.
Но если занизить или завысить откат, пластик может начать тянуться в “холодную зону” экструдера. Там, где расплав уже должен быть твёрдым благодаря охлаждающему радиатору, он вдруг застревает или застывает раньше времени.
Перегретый пластик, попав в не ту область, моментально “зализывает” горловину экструдера. Там образуется пробка, которую крайне сложно протолкнуть или прочистить — это почти гарантированный засор и полная остановка подачи материала.
Перетянутые ремни: “погоня за точностью” убивает детали
Слишком — значит плохо: мера важнее амбиций

Популярный миф: “Ремни должны быть натянуты как струна — тогда печать будет идеальной!” На самом деле, слабые ремни действительно вызывают смещения слоёв, но избыточное натяжение — это путь к быстрой поломке.
Внутри 3D-принтера ремни связывают моторы, шкивы, направляющие — и все эти элементы ежедневно выдерживают десятки тысяч движений.
Когда ремень натянут слишком сильно, неизбежно разрушаются подшипники моторов и изнашиваются пластиковые ролики. Эти детали и так работают “на износ” от постоянных вибраций, а если их ещё и пережимать, они быстро “съедаются”, теряют форму и требуют дорогостоящей замены.
Получайте наши советы по уходу за 3D-принтером — подпишитесь на рассылку!
Чрезмерно тугие ремни — это ускоренный износ и капитальный ремонт вместо удовольствия от работы с принтером.
Чистите сопло при включённом питании? Рискуете остаться без принтера!
Отключить питание — проще, чем чинить “сгоревшую” плату
Снимать обгоревший пластик с сопла — повседневное дело для каждого владельца принтера. Лучше всего для этого подходит латунная щётка: она хорошо чистит, но не оставляет вмятин на сопле. Главное правило — никогда не чистить металлической щёткой, когда принтер включён!
На нагревательном блоке и термисторе бывают открытые контакты. Стоит дотронуться до них “металлкой” — и можно коротнуть цепь. Итог — “сгоревшая” плата, вылетевший нагреватель и непредвиденные траты вместо простой уборки.
Не станьте врагом своему 3D-принтеру!
Все эти ошибки приводят к быстрому износу и потере качества печати. Вернуть чёткость и точность будет сложно, а расходы на ремонт ощутимо выше, чем время, сэкономленное на “шабашках”. Заботьтесь о принтере, и он прослужит вам дольше — а ваше хобби будет приносить только радость.
3D-принтер Prusa MK4S
Если вам понравилась эта статья, подпишитесь, чтобы не пропустить еще много полезных статей!
Премиум подписка — это доступ к эксклюзивным материалам, чтение канала без рекламы, возможность предлагать темы для статей и даже заказывать индивидуальные обзоры/исследования по своим запросам!
Подробнее о том, какие преимущества вы получите с премиум подпиской, можно узнать здесь
Также подписывайтесь на нас в:
- Telegram: https://t.me/gergenshin
- Youtube: https://www.youtube.com/@gergenshin
- Яндекс Дзен: https://dzen.ru/gergen
- Официальный сайт: https://www-genshin.ru




